●ネオジム焼結磁石その優れた磁気特性により広く使用されています。 しかし、磁石の耐食性が低いため、商業用途でのさらなる使用が妨げられており、表面コーティングが必要です。 現在広く使用されているコーティングには、電気メッキ Ni が含まれます。-ベースのコーティング、亜鉛電気めっき-ベースのコーティング、電気泳動またはスプレーエポキシコーティングなど。しかし、技術の継続的な進歩に伴い、コーティングの要件もof ネオジム鉄ほう素 も増加しており、従来の電気めっき層では要件を満たせない場合があります。物理蒸着(PVD)技術を使用して蒸着されたAlベースのコーティングは優れた特性を持っています.
●スパッタリング、イオンプレーティング、蒸着メッキなどのPVD技術により保護膜が得られます。表1に電気めっき法とスパッタリング法の原理と特性の比較を示します。

表1 電気めっき法とスパッタリング法の特性比較
スパッタリングとは、高エネルギー粒子を固体表面に衝突させることで、固体表面の原子や分子が高エネルギー粒子と運動エネルギーを交換し、固体表面から飛び散る現象です。 1852 年にグローブによって初めて発見されました。その開発時期に応じて、二次スパッタリング、三次スパッタリングなどがありました。しかし、スパッタリング効率が低いなどの理由から、1974年にチェーピンがバランスド・マグネトロン・スパッタリングを発明して高速かつ低温のスパッタリングが実現し、マグネトロン・スパッタリング技術は急速に発展するまで広く使われませんでした。マグネトロンスパッタリングは、スパッタリングプロセス中に電磁場を導入してイオン化率を5%〜6%に高めるスパッタリング方法です。バランスドマグネトロンスパッタリングの概略図を図 1 に示します。

図1 バランスドマグネトロンスパッタリングの原理図
耐食性に優れているため、Al皮膜を蒸着してあります。イオン 蒸気蒸着 (IVD) は、ボーイング社によって電気 Cd めっきの代替として使用されています。 NdFe焼結体に使用する場合B、主に次の利点があります。
1.H高い粘着力。
Alの接着力とネオジム鉄ほう素
一般に ≥ 25MPa ですが、通常の電気めっき Ni および NdFeB の接着強度は約 8 ~ 12MPa、電気めっき Zn および NdFeB の接着強度は約 6 ~ 10MPa です。この特徴により、Al/NdFeB は高い接着強度が必要なあらゆる用途に適しています。図 2 に示すように、(-196 °C) と (200 °C) の間で衝撃を 10 サイクル繰り返した後でも、Al コーティングの接着強度は優れたままです。

図 2 (-196 °C) と (200 °C) の間で 10 回交互に繰り返し衝撃を与えた後の Al/NdFeB の写真
2. 接着剤に浸します。
Alコーティングは親水性があり、接着剤の接触角が小さく、剥がれる心配がありません。図 3 は 38 を示しています。mN 表面テンションリキッド。試験液は、Al コーティングの表面に完全に広がります。

F図 3. 38 のテストmN 表面張力
3.Alの透磁率は非常に低く(比透磁率1.00)、磁気特性を遮蔽することがありません。
これは、3C 分野における小体積磁石の応用において特に重要です。表面性能は非常に重要です。図 4 に示すように、D10 * 10 サンプルカラムの場合、Al コーティングの磁気特性への影響は非常に小さいです。

図 4 表面に PVD Al コーティングを堆積し、NiCuNi コーティングを電気メッキした後の焼結 NdFeB の磁気特性の変化。
4.厚さの均一性がはるかに優れています
Al コーティングは原子および原子クラスターの形で堆積されるため、Al コーティングの厚さは完全に制御可能であり、厚さの均一性は電気めっきコーティングよりもはるかに優れています。図5に示すように、Alコーティングは均一な厚さであり、優れた接着強度を持っています。

形5 Al/NdFeBの断面図
5.PVD技術の堆積プロセスは完全に環境に優しく、環境汚染の問題はありません。
実際のニーズに応じて、PVD 技術では、優れた耐食性を備えた Al/Al2O3 多層膜や優れた機械的特性を備えた Al/AlN コーティングなどの多層膜を堆積することもできます。図6にAl/Al2O3多層膜の断面構造を示します。

F図6クロス セクションアルの/Al2O3多層膜
現在、NdFeB 上の Al コーティングの工業化を制限している主な問題は次のとおりです。
(1)磁石の6面を均一に蒸着する。磁石保護の要件は、磁石の外面に同等のコーティングを堆積することであり、コーティングの品質の一貫性を確保するためにバッチ処理で磁石の 3 次元回転を解決する必要があります。
(2)Al皮膜剥離工程。大規模な工業生産プロセスでは、不適格な製品が発生することは避けられません。したがって、不適格なAlコーティングを除去する必要があり、再保護NdFeB 磁石の性能を損なうことなく、
(3) 特定の使用環境に応じて、NdFeB 焼結磁石には複数のグレードと形状があります。したがって、グレードや形状に応じて適切な保護方法を検討する必要があります。
(4) 生産設備の開発。生産プロセスでは合理的な生産効率を確保する必要があり、NdFeB磁石の保護に適した、生産効率の高いPVD装置の開発が必要です。
(5) PVD 技術の生産コストを削減し、市場競争力を向上させます。
長年にわたる研究と産業の発展を経て。 Hangzhou Magnet Power Technology は、バルク PVD Al めっき製品を顧客に提供することができました。図 7 に示すように、関連する製品の写真。
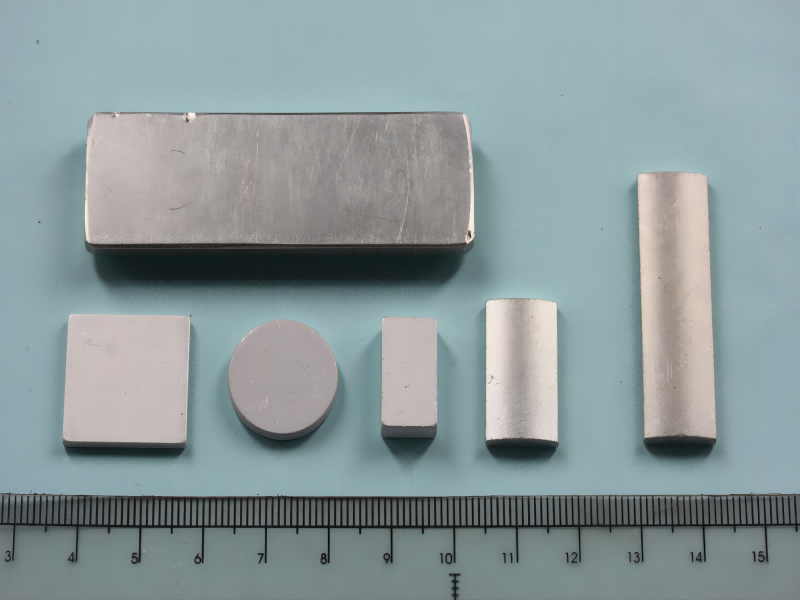
図 7 さまざまな形状の Al コーティングされた NdFeB 磁石。
投稿日時: 2023 年 11 月 22 日


