Hangzhou Magnet Power Technology Co., Ltd. was established in 2020. It is a high-tech enterprise of rare earth permanent magnet materials founded by a team of doctors from the Chinese Academy of Sciences. The company has always adhered to the talent concept of “Gather magnets power to create a more efficient world“, has top professionals in the industry, and is committed to the research and development, production and sales of high-end rare earth permanent magnet materials and their devices. It operates strictly in accordance with the ISO9001 and IATF16949 quality systems. From raw material procurement to production and processing, to finished product testing, every link is strictly controlled to ensure that every product meets high quality standards. Committed to providing customers with high-quality and cost-effective rare earth permanent magnet products. Today we will learn about the anti-eddy current components in rare earth permanent magnet products:
Cylindrical anti-eddy current components
The company has rich production experience in cylindrical anti-eddy current components. The thickness of the single magnetic steel can be accurately controlled between 1-5mm, the thickness of the insulating glue is only 0.03mm, and the effective volume of the magnetic steel is as high as 93-98%. Behind this series of precise data is the company’s continuous improvement of product production technology and strict control of product quality. In terms of segmented assembly of magnetic steel of different specifications, Magnet Power has accumulated rich experience and can accurately grasp the consistency of product performance, so that each cylindrical anti-eddy current component can play the best performance and provide customers with more reliable and stable anti-eddy current component products.
Wall-shaped anti-eddy current component

The production process of the tile-shaped anti-eddy current component fully reflects the company’s high attention and rigorous treatment of customer needs. Each small piece of magnetic steel must be polished after processing to ensure that the surface is smooth and smooth, creating good conditions for subsequent electrophoresis and epoxy spraying. The thickness of the electrophoretic epoxy layer is strictly controlled at 15-25μm, and the insulation performance is tested by the conduction file of the multimeter to ensure that the product is not easy to break. In the bonding process, epoxy or H-grade heat-resistant adhesive is used strictly in accordance with customer requirements. Whether it is magnetization and then bonding and assembly or integrated magnetization after bonding, the company has mature technology to meet the needs of customers in various practical application scenarios and tailor the most suitable products for customers.
Annular anti-eddy current components

Annular anti-eddy current components are mainly used in the field of high-speed motors, which places extremely high demands on product performance. The company uses EH brand high-performance NdFeB magnets. By segmenting the magnets on the surface of the shaft and bonding them with insulating glue, the eddy current loss and temperature rise of the magnets are effectively reduced, expanding the application range of SmCo and NdFeB magnets under high-speed and high-frequency trends. Magnetic Cohesion can not only produce high-quality anti-eddy current magnet components, but also has profound technical accumulation in the magnet strip assembly process and the post-magnetization process of the rotor as a whole, providing a solid guarantee for the efficient and stable operation of high-speed motors.
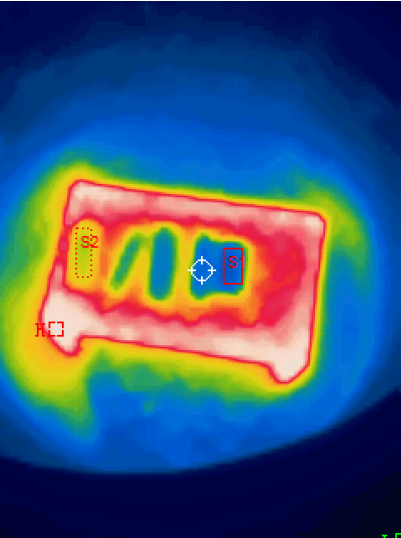
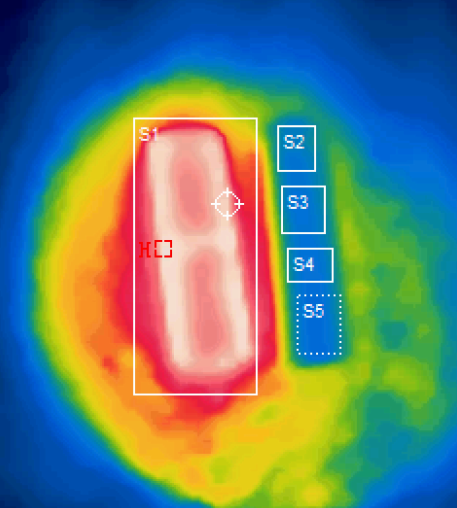
Excellent performance – data witnesses strength
Strict testing and accurate data can effectively prove the excellent performance of Magnetic Cohesion’s anti-eddy current components.
In the square magnet test, when the medium frequency induction furnace operates at a frequency of 0.8KHz, the maximum temperature of the conventional magnet can reach 312.2℃, while the maximum temperature of the anti-eddy current magnet is only 159.7℃, with a temperature difference of up to 152.5℃; the cylindrical magnet test also shows that when the maximum temperature of the conventional magnet is 238.2℃, the maximum temperature of the anti-eddy current magnet is 158.7℃, with a temperature difference of 79.5℃. In addition, under the induced magnetic field, the temperature rise rate of the anti-eddy current magnetic steel is greatly reduced. These data fully reflect the significant advantages of the company’s products in reducing temperature rise and improving efficiency, and also demonstrate the company’s rigor and scientificity in product research and development and production.
Hangzhou Magnet Power Technology Co., Ltd. has established a good reputation in the market for its anti-eddy current components with its strong technical research and development capabilities, advanced production equipment, strict quality control system and accurate grasp of customer needs. The company will continue to uphold the spirit of rigorous innovation, continuously improve product performance, and strive to provide customers with better products and services. Whether in industrial manufacturing, new energy vehicles or aerospace, Hangzhou Magnet Power‘s anti-eddy current components will become a trusted choice for customers.

Post time: Dec-09-2024


