●Синтеровани НдФеБ магнетису нашироко коришћени због својих изузетних магнетних својстава. Међутим, слаба отпорност магнета на корозију отежава њихову даљу употребу у комерцијалним апликацијама, а површински премази су неопходни. Широко коришћени премази тренутно укључују галванизацију Ни-премази на бази, галванизација Зн-баседпремази, као и електрофоретски или епоксидни премази у спреју. Али са континуираним напретком технологије, захтеви за премазимаof НдФеБсе такође повећавају, а конвенционални слојеви галванизације понекад не могу да испуне захтеве. Премаз на бази Ал депонован коришћењем технологије физичког таложења паром (ПВД) има одличне карактеристике.
● ПВД технике као што су распршивање, јонско превлачење и превлачење испаравањем могу да добију заштитне премазе. У табели 1 су наведени принципи и поређење карактеристика метода галванизације и распршивања.

Табела 1 Карактеристике поређења између метода галванизације и распршивања
Распршивање је феномен коришћења високоенергетских честица за бомбардовање чврсте површине, узрокујући да атоми и молекули на чврстој површини размењују кинетичку енергију са овим високоенергетским честицама, чиме прскају са чврсте површине. Први га је открио Грове 1852. Према времену развоја, постојало је секундарно распршивање, терцијарно распршивање и тако даље. Међутим, због ниске ефикасности распршивања и других разлога, није се широко користио све до 1974. године када је Цхапин изумео балансирано магнетронско распршивање, чиме је распршивање велике брзине и ниске температуре постало стварност, а технологија магнетронског распршивања је могла брзо да се развије. Магнетронско распршивање је метода распршивања која уводи електромагнетна поља током процеса распршивања да би се повећала стопа јонизације на 5% -6%. Шематски дијаграм балансираног магнетронског распршивања приказан је на слици 1.

Слика 1 Принцип дијаграма балансираног магнетронског распршивања
Због своје одличне отпорности на корозију, Ал премаз наносиион параталожење (ИВД) је користио Боинг као замену за галванизацију Цд. Када се користи за синтеровани НдФеB, углавном има следеће предности:
1.Hвисока чврстоћа лепљења.
Снага лепљења Ал иНдФеБје генерално ≥ 25МПа, док је чврстоћа лепљења обичног галванизованог Ни и НдФеБ око 8-12МПа, а снага лепљења галванизованог Зн и НдФеБ је око 6-10МПа. Ова карактеристика чини Ал/НдФеБ погодним за сваку примену која захтева високу чврстоћу лепљења. Као што је приказано на слици 2, након наизменичних 10 циклуса удара између (-196 ° Ц) и (200 ° Ц), чврстоћа лепљења Ал премаза остаје одлична.

Слика 2 фотографија Ал/НдФеБ након 10 наизменичних цикличних удара између (-196 ° Ц) и (200 ° Ц)
2. Потопите у лепак.
Ал премаз има хидрофилност и контактни угао лепка је мали, без опасности од пада. Слика 3 приказује 38mN површинезатезна течност. Тестна течност је потпуно распршена по површини Ал премаза.

Fслика 3. тест од 38mN површиненапетост
3. Магнетна пермеабилност Ал је веома ниска (релативна пермеабилност: 1,00) и неће изазвати заштиту магнетних својстава.
Ово је посебно важно у примени магнета мале запремине у 3Ц пољу. Перформансе површине су веома важне. Као што је приказано на слици 4, за колону узорка Д10 * 10, утицај Ал превлаке на магнетна својства је веома мали.

Слика 4. Промене магнетних својстава синтерованог НдФеБ након наношења ПВД Ал превлаке и галванизације НиЦуНи превлаке на површину.
4.Уједначеност дебљине је много боља
Пошто се депонује у облику атома и атомских кластера, дебљина Ал превлаке је потпуно контролисана, а уједначеност дебљине је много боља од дебљине превлаке за галванизацију. Као што је приказано на слици 5, Ал премаз има уједначену дебљину и одличну снагу лепљења.

Слика5 попречни пресек Ал/НдФеБ
5. Процес таложења ПВД технологије је потпуно еколошки прихватљив и не постоји проблем загађења животне средине.
У складу са практичним захтевима, ПВД технологија такође може депоновати вишеслојне слојеве, као што су Ал/Ал2О3 вишеслојеви са одличном отпорношћу на корозију и Ал/АлН премази са одличним механичким својствима. Као што је приказано на слици 6, структура попречног пресека Ал/Ал2О3 вишеслојног премаза.

Fслика 6Крст одељакод Ал/Ал2О3 вишеслојни
Тренутно, главни проблеми који ограничавају индустријализацију Ал премаза на НдФеБ су:
(1) Шест страна магнета су равномерно депоноване. Захтев за заштиту магнета је наношење еквивалентног премаза на спољну површину магнета, што захтева решавање тродимензионалне ротације магнета у серијској обради да би се обезбедила конзистентност квалитета премаза;
(2) Процес скидања Ал премаза. У процесу индустријске производње великих размера, неизбежно је да ће се појавити неквалификовани производи. Због тога је потребно уклонити неквалификовани Ал премаз ипоново заштититибез оштећења перформанси НдФеБ магнета;
(3) У зависности од специфичног окружења примене, синтеровани НдФеБ магнети имају више класа и облика. Због тога је потребно проучити одговарајуће заштитне методе за различите степене и облике;
(4) Развој производне опреме. Производни процес треба да обезбеди разумну ефикасност производње, што захтева развој ПВД опреме погодне за заштиту НдФеБ магнета и са високом производном ефикасношћу;
(5) Смањење трошкова производње ПВД технологије и побољшање тржишне конкурентности;
Након година истраживања и индустријског развоја. Хангзхоу Магнет Повер Тецхнологи је била у могућности да купцима обезбеди масовне ПВД Ал обложене производе. Као што је приказано на слици 7, релевантне фотографије производа.
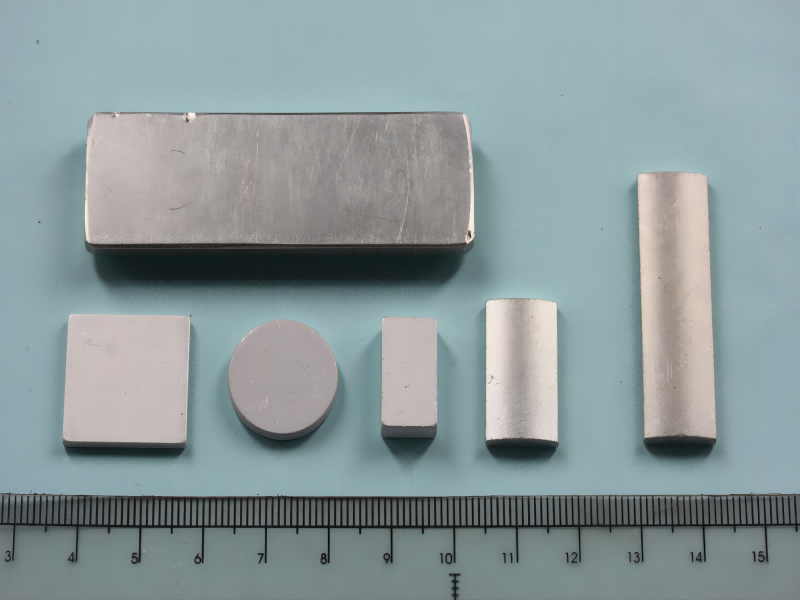
Слика 7 Ал обложени НдФеБ магнети различитих облика.
Време поста: 22.11.2023


